






Статья. Шинные перфораторы ШП-95АП+ и ШП-110АП+ с системой автоматического прижима токоведущей шины
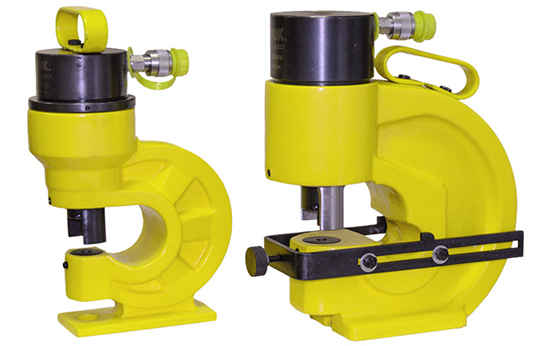
Шинные перфораторы ШП-95АП+ И ШП-110АП+ Шток (Shtok) с системой автоматического прижима шины – уникальное в среднем ценовом сегменте решение для перфорирования токоведущей шины
Существует два основных способа проделывания отверстий в металлических материалах: обработка резанием (сверление) для черных металлов (в основном, стали) и обработка давлением (перфорация) для цветных (медь, алюминий). Цветные металлы более «вязкие» и мягкие, по сравнению со сталью. Именно это и накладывает жесткие требования к агрегатам (шинным перфораторам) и технологической оснастке для пробивки отверстий (матрицы и пуансоны).
Основными показателями качественного выполнения операции по перфорированию токоведущей шины являются:
- Ровное цилиндрическое отверстие заданного диаметра;
- Геометрическая точность пробивки отверстий – отверстие должно быть сделано ровно в том месте, в котором запланировано. Без смещений.
При этом, при поточном выполнении типовых операций по перфорированию токоведущей шины, разовые операции должны выполняться быстро и с стабильным ожидаемым качеством.
|
Код для заказа |
Модель |
Диаметры отверстий дюймы, мм |
Мах толщина шины, мм |
Мах расстояние от центра отверстия до края станины, мм |
Вес, кг |
|
02018 |
3/8" (10,5); 1/2"(13,8); 5/8" (17,0); 3/4" (20,5) |
10 |
95 |
16,9 |
|
|
02017 |
3/8" (10,5); 1/2"(13,8); 5/8" (17,0); 3/4" (20,5) |
12 |
110 |
33,3 |
На подавляющем большинстве сборочных производств алгоритм перфорирования токоведущей шины выглядит следующим образом: оператор размечает шину и накернивает точки – центра будущих отверстий. В противном случае при пробивке центральная ось отверстия может сместиться с заданной точки. Накернивание, являясь дополнительной операцией, отнимает у оператора дополнительное время, что снижает объем выполняемых работ.
Далее оператор настраивает регулируемые упоры, расположенные по бокам гидравлического цилиндра, в зависимости от толщины обрабатываемой шины. Если упоры настроены некорректно, то, при обратном ходе пуансона, произойдет вырыв фрагмента шины вокруг отверстия. Даже при корректной настройке регулируемых упоров неизбежно остается зазор между упором и шиной – это влияет на геометрическую точность при перфорировании отверстий.
Именно для улучшения точности и повышения производительности, технологи-конструктору SHTOK. внесли уникальную для среднего ценового сегмента технологическую доработку шинных перфораторов SHTOK. – систему автоматического прижима шины при перфорировании.

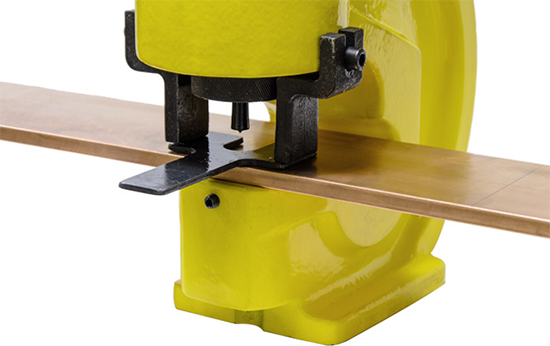
Работа системы происходит следующим образом:
Размеченную шину оператор помещает на станину перфоратора. При подаче рабочего давления под действием гидравлики опускаются прижимы, обеспечивающие жесткую фиксацию шины без зазоров. Как только произошла фиксация шины, основной гидравлический цилиндр приводит в движение шток с закрепленным на нем пуансоном. Происходит перфорирование шины. Давление снимается, при этом шток с пуансоном возвращается в исходное положение. Только по завершению обратного хода пуансона, автоматические прижимы поднимаются и освобождают шину.
Таким образом, система автоматического прижима шины решает сразу комплекс технологически проблем:
- Позволяет пробивать ровные цилиндрические отверстия в токоведущей шине;
- Позволяет добиться геометрической точности при пробивке отверстий – отверстия расположены без смещений;
- Снимает с оператора необходимость выполнения дополнительных операций (накернивание) и ускоряет процесс выполнения разовой операции.
Чтобы купить Шинные перфораторы ШП-95АП+ и ШП-110АП+ Шток (Shtok)
позвоните по телефону
+7(812)313-20-14 или направьте запрос на e-mail: zakaz@askonta.ru
