






Статья. 10 лет на рынке! Технологический лидер!
10 августа 2014 года Shtok (Шток) отметил свое 10-летие. За прошедшие годы компания прошла долгий путь от никому не известного "новичка" до одного из лидеров в своей отрасли. Торговая марка SHTOK. стала не только узнаваемой на рынке, но и предпочитаемой среди профессиональных электромонтажников
10 августа 2014 года SHTOK. отметил свое 10-летие. За прошедшие годы компания прошла долгий путь от никому не известного «новичка» до одного из лидеров в своей отрасли. Торговая марка SHTOK. стала не только узнаваемой на рынке, но и предпочитаемой среди профессиональных электромонтажников.

Гарантия 3 года, предоставляемая на инструмент – это не просто маркетинговый ход, а объективная реальность, основанная на отработанной технологии, использовании качественных материалов, высокоточного оборудования и труде квалифицированных специалистов.
Что мы вообще понимаем под словом «технология»? Технология — в узком смысле — комплекс организационных мер, операций и приемов, направленных на изготовление изделия с номинальным качеством и оптимальными затратами, и обусловленных текущим уровнем развития науки, техники и общества в целом.
Суть данного определения состоит в том, что качество изделия, получаемого при используемых методах производства, должно быть стабильным. Оно может быть стабильно высоким, или стабильно средним, или стабильно низким. Главное – подавая на вход одинаковое сырье и, проводя это сырье по всем этапам обработки, получать на выходе продукт ожидаемого одинакового качества. Индивидуальная доработка, настройка конечного изделия отражается как на качестве, так и на стоимости самого изделия.
Технологичность производства неразрывно связана с типом производства. В зависимости от размера производственной программы, характера продукции, а также технических и экономических условий осуществления производственного процесса, все разнообразные производства условно делятся на три основных вида: единичное, серийное и массовое. У каждого из этих видов производственный и технологический процессы имеют свои характерные особенности, и каждому из них свойственна определенная форма организации работ.
По сложившимся в нашем представлении стереотипам, китайское производство в нашем понимании определяется как раз массовым производством при очень низком качестве. Отчасти это верно, но не всегда. Попробуем с этим разобраться.
Не секрет, что многие предприятия Китая достигли высочайшего уровня производства: качество продукции близко, а зачастую не уступает европейскому.
Заводы, которые вот уже одиннадцатый год выпускают основную часть ассортимента торговой марки SHTOK. относятся, как раз, к заводам с высочайшим уровнем производства. Они давно уже прошли «детские болезни роста», связанные с недостатками единичного и мелкосерийного производства, и по праву считаются лидерами в отрасли производства гидравлического оборудования и инструмента для резки кабеля. В рамках данной статьи хотелось бы рассмотреть производственные площадки и используемые технологии подробнее. В силу принципиальных отличий производимой продукции, есть свои особенности. Поэтому будем вести разговор о каждом типе производства в отдельности.
Производство гидравлического оборудования Шток (Shtok)
 Выбранная в Китае производственная база для изготовления гидравлического оборудования SHTOK. является признанным лидером в своем сегменте.
Выбранная в Китае производственная база для изготовления гидравлического оборудования SHTOK. является признанным лидером в своем сегменте.
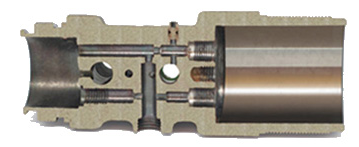
Производство гидравлики - это многоэтапный процесс, требующий высокой точности. В рабочем цилиндре гидравлического инструмента очень много отверстий, проточек и фрезеровок, от точности которых зависит качество исполнения и срок службы изделия.
Здесь нам не обойтись без определения что же есть технологическая база.
Технологическая база — это поверхность, сочетание поверхностей, ось или точка, принадлежащая заготовке и используемая для определения ее положения в процессе изготовления. Базирование при механической обработке - это придание заготовке (с помощью комплекта баз) требуемого положения для ее обработки. В значительной степени, маршрут операций технологического процесса предопределяется выбором и назначением комплектов технологических баз.
Чем чаще деталь переставляется с одного станка на другой, тем больше погрешность, связанная с определением этой самой точки или поверхности, определяющей ее положение в пространстве. Иными словами – чем больше в технологической цепочке станков, на которых зажимается обрабатываемая деталь, тем деталь получается хуже.
Для того, чтобы на одном станке, с одной фиксацией детали добиться максимального количества операций, используют многокоординатные обрабатывающие центры. Эти многофункциональные центры предназначены для высокоскоростной механической обработки деталей и выполняют циклы сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы, фрезерования резьбы одновременно со сверлением комбинированным инструментом. Именно поэтому основу станочного парка заводов, на которых изготавливается продукция SHTOK., составляют 5-ти осевые обрабатывающие центры MAZAK INTEGREX 200-IVS производства Японии с 48 и 128 сменными инструментами, что позволяет выполнить практически полный цикл механической обработки рабочей головы гидравлического пресса с одной фиксацией детали. Чистота обработки поверхности на MAZAK INTEGREX 200-IVS составляет 5 микрон или 0,005 мм по 6 квалитету точности.

Следует особо подчеркнуть, что использование станков такого уровня для производства гидравлики на других предприятиях Китая не практикуется вообще.
Управление станком осуществляется с помощью закладываемых программ, что, во-первых, обеспечивает 100% повторяемость изделий при высочайшей точности, а, во-вторых, в процессе обработки абсолютно исключается «человеческий фактор» и связанные с ним ошибки и неточности.
Очевидно, что это достаточно капиталоемкая установка, и для использования всех ее уникальных возможностей в полной мере требуется высококвалифицированный оператор обладающий соответствующими знаниями. Другими словами - это уже совершенно другой уровень автоматизации, контроля и качества по сравнению с мелкосерийными производствами, которые используют низкоквалифицированных сезонных рабочих для выполнения повторяющихся операций – а такие в Китае, конечно, также существуют.
Следующий важный аспект, на который следует обратить внимание — это структура металла из которого изготавливается деталь. Ведь стабильность геометрических размеров при некачественной структуре металла, из которого сделана деталь, будет никому не нужна. В такой детали могут быть раковины, дефекты, связанные с неравномерностью распределения легирующих добавок и т.д.
Поэтому весь металл, поступающий на завод, изготовлен на ведущих сталеплавильных предприятиях Китая и строго контролируется на предмет равномерности химического состава и физических свойств.
Существует два способа получения исходной заготовки для гидравлической головы: литье и ковка. Дешевле изготовить литую заготовку. Но необходимо помнить о том, что литым заготовкам присущи очень многие дефекты, связанные с неравномерностью литья, также присутствуют примеси, внутренние напряжения. В итоге литая деталь получается менее прочной, чем кованая. Низкая точность литья сказывается и при дальнейшей механической обработке. Поэтому, при производстве гидравлического инструмента SHTOK., мы выбрали технологию последовательной ковки на 4-х кузнечных прессах. Пусть это и делает продукт несколько дороже, но мы считаем это решение полностью оправданным - качество изделия несравнимо возрастает.
После механической обработки идет цикл термообработки, необходимый для дополнительного упрочнения и снятия внутренних напряжений. Здесь основными параметрами являются температура нагрева, которая индивидуальна для каждой марки стали, и точное время выдержки при этой температуре. Как и при механической обработке, на нашем производстве процессы контроля температуры и времени выдержки полностью автоматизированы, и человеческий фактор полностью исключен из процесса.
Сборка при массовом производстве отличается от сборки при единичном. С одной стороны, технологические допуски элементов при массовом производстве сознательно увеличиваются для облегчения процесса сборки, с другой стороны, при хорошо отработанном процессе отпадает необходимость в точной настройке и индивидуальной подгонке каждого узла.
Собранные инструменты выборочно поступают в заводскую лабораторию, где проходят испытания на ресурс прочности и работоспособность в различных условиях, воспроизводимых в лабораторных условиях. Также в лаборатории отрабатывается жизнеспособность различных инженерных разработок, проводимых в конструкторском отделе завода.

Совершенствование сборочного производства распределительных шкафов и увеличение объемов производства заставляют монтажников использовать для резки кабеля, опрессовки кабельных наконечников, перфорации отверстий не механический инструмент и инструмент с гидравлическим приводом, а переходить к использованию более производительных электрогидравлических аккумуляторных устройств. Изначально такие инструменты поставлялись на Российский рынок исключительно от японских, немецких и американских производителей. Начиная с 2012 года мы с гордостью представляем электрогидравлический инструмент SHTOK. на российском рынке в одном ряду с ведущими производителями этих современных высокотехнологичных устройств.

Нужно отметить, что с развитием собственного конструкторского отдела, расширением штата высококвалифицированных молодых инженеров и конструкторов, повышением возможностей станочного парка становится все больше полноценных собственных разработок. Кроме того, налажено получение постоянной обратной связи от клиентов, работающих с инструментом в реальных условиях - в первую очередь, в России – и на основании этих обобщенных пожеланий и требований вносятся необходимые изменения в конструкцию.

Традиционно считается, что чем выше показатель массовости производства - тем уже ассортиментный ряд выпускаемых изделий. При всей массовости, особенностью нашего производства как раз является максимально широкий ассортимент инструмента, закрывающий практически полностью все потребности в гидравлическом инструменте для всех видов работ, связанных с оконцеванием наконечников.
Производство секторных ножниц Шток (Shtok)
Этой производственной площадке также присущи многие черты, описанные в предыдущем примере: массовость при высокой точности, обработка на станках с ЧПУ, входящий контроль качества, термообработка и т.д. Но, в отличие от гидравлики, где основные узлы и агрегаты представляют собой тела вращения и обрабатываются на токарных станках, основные узлы секторных ножниц - плоские тела и их токарная обработка минимальна, при этом критически важны некоторые другие аспекты.
Так, например, основную нагрузку во время резки кабеля несет на себе режущее лезвие. Площадь контакта режущего лезвия в месте реза гораздо больше, нежели площадь контакта при опрессовке. Именно поэтому, качеству изготовления режущих лезвий уделяется особое внимание на всех этапах производства.
Сталь, идущая на производство лезвий для ножниц, выплавляется по особой рецептуре, ограниченными партиями. Это позволяет поддерживать постоянство химического состава от партии к партии, проводить очистку от посторонних включений и грамотное легирование.
В то время как другие производители секторного инструмента вырезают свои лезвия из листового проката, лезвия SHTOK. производятся посредством ковки. Катаная сталь по своей твердости значительно мягче кованой. Кроме того, прокат очень трудно контролировать по постоянству химического состава. Невозможно выпускать ограниченные партии качественного проката, пригодного для изготовления ответственных изделий.
Ковка же позволяет, с одной стороны, увеличить прочность лезвий, с другой - штампы для ковки максимально приближают форму заготовки к окончательной, уменьшая время механической обработки и минимизируя перевод металла «в стружку».
За 6 прошедших лет завод совершил огромный качественный скачок по переоснащению производства и замену классических фрезерных станков, осуществляющих обработку лезвий по шаблонам, подверженным износу, на фрезерные многоинструментальные многокоординатные станки с ЧПУ с прямоугольным принципом управления последнего поколения.
Это позволяет, также как и в производстве гидравлики, максимально исключить человеческий фактор из процесса изготовления продукции и сделать конфигурацию лезвий постоянной во времени. То есть лезвия для ножниц, выпущенные в марте 2013 года будут однозначно подходить к ножницам, собранным в феврале 2014 года. Это очень сильно облегчает гарантийное и послегарантийное обслуживание.
На нашем производстве запущено в работу уникальная линия по автоматической термообработке. Данная линия производит закалку в среде азота с последующим автоматическим отпуском, а в задачу персонала входит только погрузка заготовок на транспортер и выгрузка обработанных изделий. В результате термообработки на таком оборудовании получаются действительно впечатляющие для отрасли результаты - разброс твердости для 10 000 заготовок составляет ±1 HRC. Кроме того, термообработка в среде азота дополнительно упрочняет поверхностный слой металла. Также сводится к минимуму и коробление тонкой заготовки при нагреве и охлаждении, что также способствует геометрическому постоянству изделий. Оборудование подобного класса используется на государственных предприятиях Китая и то, очень ограниченно. В других странах на таких линиях производится термообработка подшипников. Для изготовления секторных ножниц в Китае оборудование, подобное нашему, не используется больше никем.

Cобственными инженерами ведутся постоянные разработки в области расчета конфигураций лезвий, форм ручек. Эти конструкторские изыскания призваны максимально упрочить режущую часть при сохранении максимально вязкой зубчатой части. Сложная конфигурация режущего лезвия не позволяет производить зональную закалку с требуемым уровнем качества, как об этом заявляют заводы-конкуренты. Тем более, невозможно делать это с требуемым уровнем качества в условиях массового производства.

В результате режущие лезвия способны работать в тяжелонагруженных условиях в течение 5 лет, что ставит наше производство и наши технологии в ряд с технологией производства ведущих европейских производителей.
Благодаря всем вышеперечисленным технологическим преимуществам инструмент SHTOK. является доступным широкому кругу профессиональных электромонтажников, которые ежедневно убеждаются в его надежности и работоспособности.
Качество инструмента SHTOK. подтверждено международными сертификатами. Начиная с 2004 года, мы разрабатываем, тестируем, производим и контролируем качество инструмента SHTOK. в соответствии с ISO-9001. Ведь именно этот стандарт предполагает системную настройку всего производственного процесса, а не только финальный контроль качества продукции.
Также мы активно ведём совершенствование и повышение функциональности уже производимого инструмента. И для нас громадное значение имеют предложения тех, кто им пользуется каждый день. Если у Вас есть предложения по доработке инструмента, по расширению его функциональных возможностей, пожалуйста, напишите нам. После того, как в конструкцию будут внесены предложенные Вами изменения, Вы получите авторский экземпляр инструмента совершенно бесплатно.
